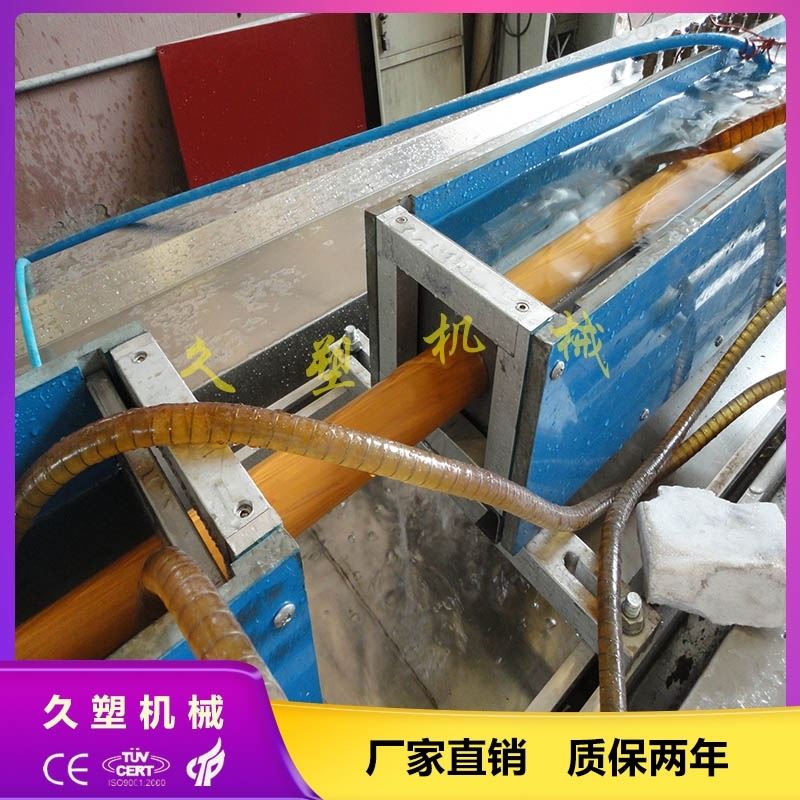
PVC發泡型材生(shēng)産線設備主要采用PVC粉料來制造各種塑料門窗異型材、鋁塑複合異型材、異型電纜多孔穿線管、裝飾型材、護牆闆、天花闆等。PVC門窗型材生(shēng)産線設計合理,具有塑化均勻、産量高、使用壽命長等優點。由錐形雙螺杆擠出機、真空定型台、牽引機、切割粘模機、翻料架等組成。主機采用交流變頻(pín)電機。輔機真空泵和牽引電機均采用優質産品,維護簡便。
PVC發泡型材生(shēng)産線設備主機結構性能
(一(yī))擠出結構特點
1、設置了排氣裝置,可提高制品的質量。
2、本機可承受的扭矩大(dà),螺杆設計合理,制品産量高,能适應不同配方的聚氯乙烯粉料的生(shēng)産,本機設置定量加料裝置。
3、螺杆芯部裝有自動溫度内循環系統,可使螺杆溫度前後平衡。
4、機筒上裝有鑄鋁加熱冷卻器,熱傳遞快而均勻,效果好。
5、本機承受軸向負荷力大(dà),止推軸承壽命長。
6、采用變頻(pín)電機調速,轉速穩定,調速方便。
試車(chē)和操作
(一(yī))機器的安裝
将本輔機的各部分(fēn)按要求位置就位,并使各部套中(zhōng)心與擠出機在同一(yī)鉛垂面上。主機SJZ55/110,中(zhōng)心高爲1000mm,與本輔機相連時,需在主機墊高140mm(用二段14#槽鋼,前後擡高)。然後分(fēn)别調整輔機各部套水平,調平緊固。
1、定型台的高低由生(shēng)降機構調整(調整行程爲100mm),與擠出機頭同一(yī)軸線由橫向移動機構來來微調,調整行程±10mm。定型台與擠出機機頭之間距離(lí),由進退機構來調整。擠出機出料前與口模距離(lí)遠些,正常運行距離(lí)近些,以便于正常裝卸和操作。
2、切割機的位置出廠時已調整好,客戶隻需根據型材尺寸調整高低水平即可。切割按鈕在正常情況下(xià)應位置于自動切割位置上,當需要時可扳到手動切割位置,切割鋸可以完成一(yī)次切割循環。調整控制切割滑台移動氣缸的節流閥,使切割時工(gōng)作随動前進速度略慢(màn)于型材牽引速度(壓緊氣缸夾緊時自動實現同步),随動複位、翻料、切割等氣動裝置,一(yī)般出廠時已調整好,不宜再調。
3、翻料裝置中(zhōng)心高度及水平位置的調整由兩個調整螺栓來實現。
(二)機器的操作
1、開(kāi)機前的準備
(1)清掃機器
在機器運轉前,需要進行*的清掃,并除去(qù)機器外(wài)表面不需潤滑部位的油脂,檢查牽引履帶是否有雜(zá)物(wù)。如有應清除,機器台面不應有與調試與無關的物(wù)件。
(2)接通電源、氣源、水源、檢查各種電氣元件工(gōng)作是否正常,電機、泵、鋸片旋轉方向是否正确;檢查氣缸運動是否正常,動作是否協調,檢查冷卻管路是否暢通。
2、機器的調試:
機器的調試應由熟悉成型工(gōng)藝的人員(yuán)操作。把異型材定型模裝在定型冷卻裝置上。對定型冷卻裝置、牽引裝置、切割裝置和翻料裝置分(fēn)别作單機運行調試,等各單機運行正常,動作協調後作聯機調試。





 所在城市:張家港市
所在城市:張家港市
