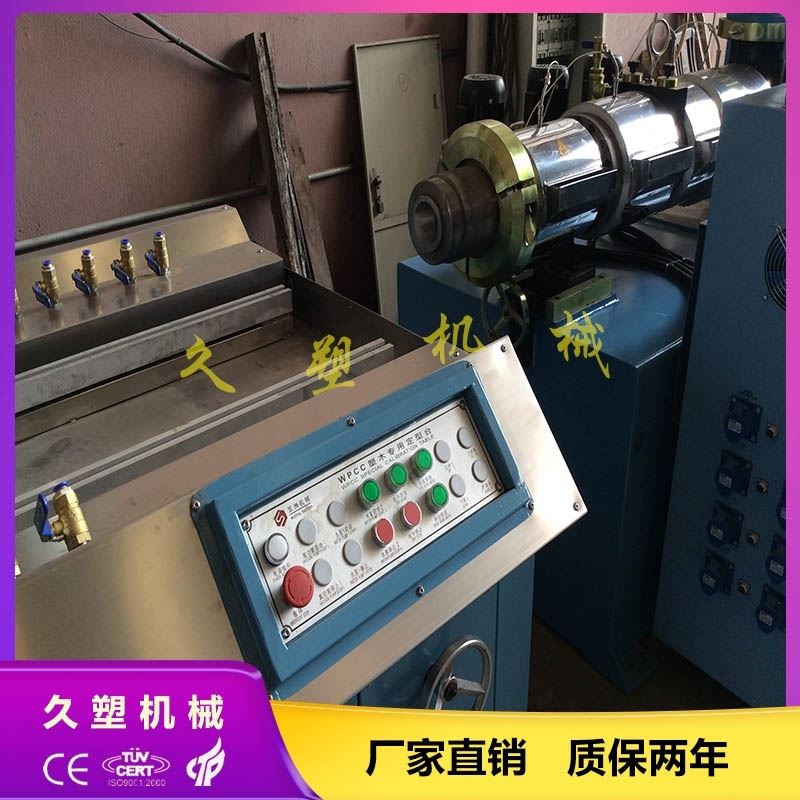
木塑型材生(shēng)産設備簡介:
産品的主要成分(fēn)有廢棄的碎木、渣木和邊角木,經過高技術的加工(gōng)處理之後,闆材擁有良好的穩定性能,能夠經得住鑽、磨、刨、漆、釘等等各種各樣的打磨,它良好的韌性和剛度能夠保證被加工(gōng)過後的木塑型材不易變形,是我(wǒ)(wǒ)們制作室内裝飾、家具、車(chē)船内部裝飾等的上好綠色環保材料。
木塑型材生(shēng)産設備操作規程:
1、機前巡檢:爲避免人爲的疏忽而導緻質量不穩定或中(zhōng)途停機,在開(kāi)機前則必須作好巡檢工(gōng)作并作好交接記錄。如要檢測檢查循環水路是否暢通;檢查制冷系統能否正常的工(gōng)作;檢查氣路是否暢通及能提供所須的氣壓;檢查牽引機能否正常的運轉;檢查切割機能否正常的裁切,切割氣缸是否是清潔的,有無需加潤滑油等。
2、安裝模具:正确裝上目标模具,并将擠出的模具和定型模具調整至同一(yī)。
3、預熱:根據擠出機及木塑原材料的特性,生(shēng)産前必須對擠出機的機筒及模具進行加熱。打開(kāi)主機電源和溫控儀開(kāi)關,将各區的溫度值設定爲目标值,開(kāi)始對機筒和模具進行加熱。 當實際溫度值達到設定溫度值時,須保溫40分(fēn)鍾。 在預熱的過程中(zhōng),應密切注意觀察加熱器的電流表,判斷每區加熱片是否在正常工(gōng)作,若不符應立即斷開(kāi)電源,檢查維修,直至正常爲止。
4、開(kāi)機:在上述檢查及工(gōng)序确認無誤後,準備開(kāi)機。
5、停機:當一(yī)個工(gōng)作時段結束或其它原因須要停機時,準備停機。關閉下(xià)料電機,并在下(xià)料口放(fàng)下(xià)清機料。降低主機螺杆轉速至5rpm。将機筒的餘料全部排完,并将轉速調至0rpm。關閉模具部分(fēn)的溫控儀開(kāi)關。按《模具裝卸實施細則拆下(xià)模具》。将機筒各處的溫度設定爲80℃左右,讓機筒冷卻風機迅速将機筒吹冷。關閉真空泵,制冷系統。關閉牽引機、切割機。當模具拆下(xià)後,将螺杆轉速調至5rpm左右,再次将機筒的餘料清潔幹淨。必須在關閉制冷系統5分(fēn)鍾後,才能關閉水泵。
6、記錄:一(yī)個班次結束時,應按《機械保養實施細則》對機台進行清潔和保養,并打掃環境衛生(shēng),填寫生(shēng)産報表和工(gōng)藝紀錄表。
7、交班:按交接班制度交班或按作息制度下(xià)班。





 所在城市:張家港市
所在城市:張家港市
