網站導航
全國服務熱線:
15162330793
15162330793


簡要描述:PE/PP單螺杆造粒機采用擠出拉條造粒,由平行雙螺杆擠出機或單螺杆擠出機與相應造粒輔機組成的成套造粒設備。
 所在城市:張家港市廠商(shāng)性質:生(shēng)産廠家更新日期:2024-01-17訪 問 量:2281
所在城市:張家港市廠商(shāng)性質:生(shēng)産廠家更新日期:2024-01-17訪 問 量:2281PE/PP單螺杆造粒機特點及用途:
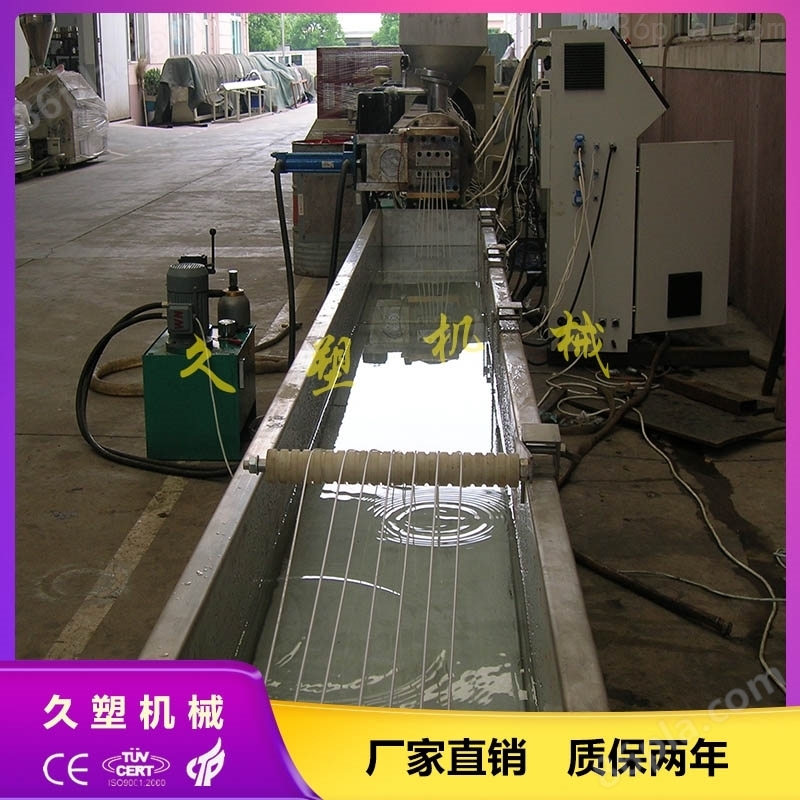
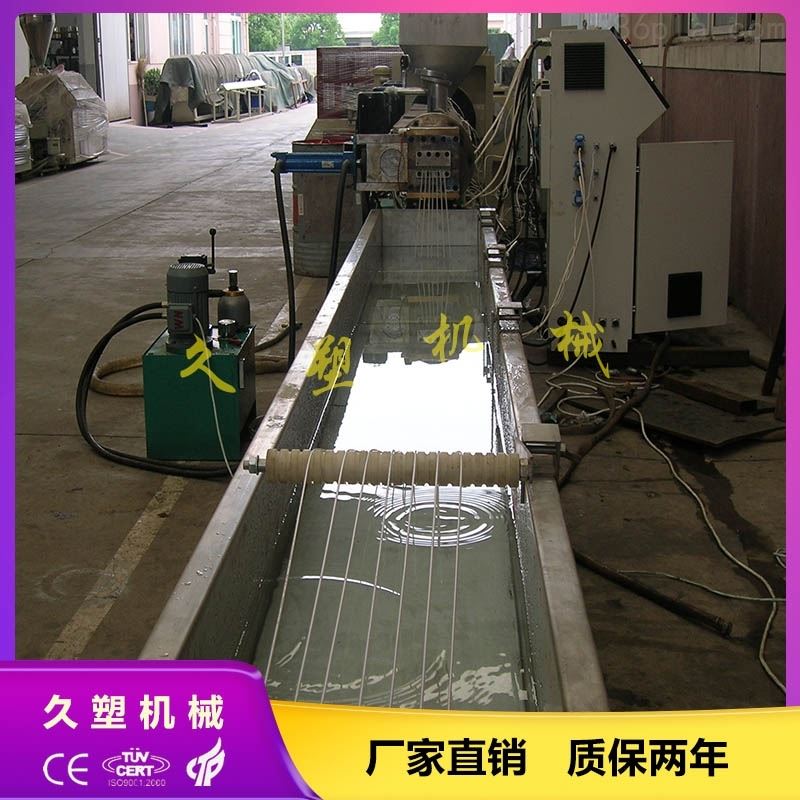
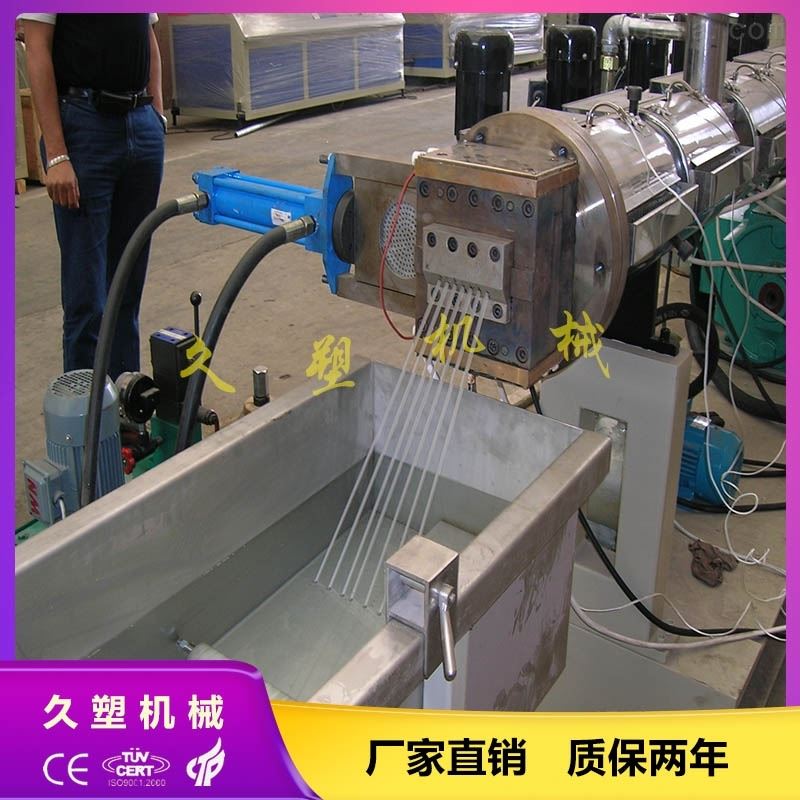
PE/PP拉條造粒生(shēng)産線是采用擠出拉條造粒,由平行雙螺杆擠出機或單螺杆擠出機與相應造粒輔機組成的成套造粒設備。本機組由塑料擠出機、冷卻水槽、吹幹機、切粒機、振動篩五個單元組成,總長約12米,适用于PVC、PP、PE、ABS、PS等及其他工(gōng)程塑料造粒。
PE/PP單螺杆造粒機主要技術參數:
參數型号 | SJ-65 | SJ-90 | SJ-120 |
螺杆轉速(rpm) | 10-80 | 10-70 | 10-70 |
長徑比L/D | 25:1;30:1 | 25:1;30:1 | 25:1;30:1 |
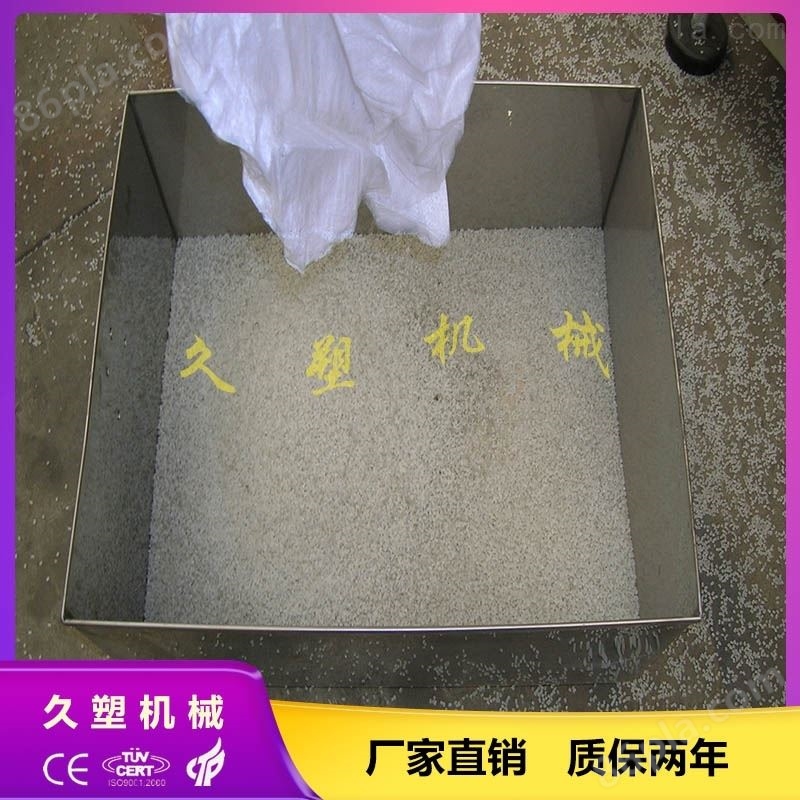
顆粒規格 (mm) | 3×3 | 3×3 | 3×3 |
産量(kg/h) | 80 | 150 | 220 |
機組重量(kg) | 2850 | 3500 | 4200 |
牽引方式 | 膠輥 | 膠輥 | 膠輥 |

操作說明
①認真做好每一(yī)班。本班次生(shēng)産中(zhōng)設備出現的問題及解決辦法,班後對設備某部位應注意觀察。本班次的産量和質量情況、注意事項,及生(shēng)産工(gōng)具交接清點,做好記錄。
②班後認真查看。産品質量,設備運轉部位的軸承、齒輪、電機和潤滑油溫度是否在規定溫度内。潤滑油供油位置是否正确。
③仔細聽(tīng)螺杆的轉動聲音及各傳動零件運轉聲音是否正常。
④核實機筒、機頭模具各部位溫度是否在工(gōng)藝溫度範圍内,冷卻水溫是否在規定範圍。
⑤查看原料是否有雜(zá)物(wù),料鬥存料量,料鬥周圍不許有任何工(gōng)具和雜(zá)物(wù)存放(fàng),避免落入料鬥造成事故。
⑥遇到突然停電時,立即關閉主電機、電熱和供料系統開(kāi)關。各調速旋鈕調回零位。恢複供電時,先機筒和機頭模具加熱升溫。升溫到工(gōng)藝溫度時,恒溫30min以上時間,再啓動螺杆轉動電機。查看主電機的電流表和螺杆轉數,如電流表指針擺動超出額定電流時,應立即停車(chē),查找原因(可能機筒料溫低),問題解決後再開(kāi)車(chē)。
⑦如果暫時停止生(shēng)産,對于擠塑聚烯烴類原料,不用清理擠出機内原料。對于擠塑聚氯乙烯原料,則必須清理螺杆和機筒中(zhōng)原料。清理時可加入一(yī)些不易分(fēn)解的物(wù)料,把聚氯乙烯餘料全部頂出。再拆下(xià)螺杆,清理塗防鏽油,包好垂直吊放(fàng)。清理螺杆和機筒時,要用銅質刀和工(gōng)具。不準用硬質刀刮粘料,避免劃傷螺杆機筒。
維護保養:
